






引言
纖維纏繞成型是樹脂基復(fù)合材料的主要制造工藝之一,是在控制張力和預(yù)定線型的條件下,將連續(xù)的纖維粗紗或布帶浸漬樹脂膠液、連續(xù)地纏繞在相應(yīng)于制品內(nèi)腔尺寸的芯模或內(nèi)襯上,然后在室溫或加熱條件下使之固化制成一定形狀制品的方法。
纖維纏繞技術(shù)的發(fā)展與增強(qiáng)材料、樹脂體系的發(fā)展和工藝發(fā)明息息相關(guān),盡管在漢代就有在長木桿外加縱向竹絲及環(huán)向蠶絲后浸漬大漆制造戈、戟等長兵器桿的工藝,但直到20世紀(jì)50年代纖維纏繞工藝才真正成為一種復(fù)合材料制造技術(shù)。1945年首次應(yīng)用纖維纏繞技術(shù)成功制造了無彈簧的車輪懸掛裝置,1947年第一臺(tái)纖維纏繞機(jī)被發(fā)明。隨著碳纖維、芳綸纖維等高性能纖維的開發(fā)和微機(jī)控制纏繞機(jī)的出現(xiàn),纖維纏繞工藝作為一種機(jī)械化生產(chǎn)程度很高的復(fù)合材料制造技術(shù),得到迅速的發(fā)展,20世紀(jì)60年代開始在幾乎所有可能的領(lǐng)域都得到了應(yīng)用。
第一節(jié) 概述
一、纏繞成型工藝的特點(diǎn)與分類
1.纏繞成型工藝的特點(diǎn)
纏繞成型工藝作為一種常用的復(fù)合材料成型方法,其特點(diǎn)包括:
(1)易于實(shí)現(xiàn)高比強(qiáng)度制品的成型。與其他成型工藝方法比較,以纏繞工藝成型的復(fù)合材料制品中纖維伸直和按規(guī)定方向排列的整齊和精確度較高,制品能充分發(fā)揮纖維的強(qiáng)度,因此比強(qiáng)度和比剛度均較高,如普通玻璃纖維增強(qiáng)復(fù)合材料的比強(qiáng)度即三倍于鋼、四倍于鈦。
(2)易于實(shí)現(xiàn)制品的等強(qiáng)度設(shè)計(jì)。由于纏繞時(shí)可以按照承力要求確定纖維排布的方向、層次和數(shù)量,因此易于實(shí)現(xiàn)等強(qiáng)度設(shè)計(jì),制品結(jié)構(gòu)合理。
(3)制造成本低,制品質(zhì)量高度可重復(fù)。纏繞制品所用增強(qiáng)材料大多是連續(xù)纖維、無捻粗紗和無緯帶等材料,無須紡織,從而減少了工序,降低了成本,同時(shí)也避免了布紋交織點(diǎn)與短切纖維末端的應(yīng)力集中。纖維纏繞工藝容易實(shí)現(xiàn)機(jī)械化和自動(dòng)化,產(chǎn)品質(zhì)量高而穩(wěn)定,生產(chǎn)率高,便于大批量生產(chǎn)。
(4)適于耐腐蝕管道、儲(chǔ)罐和高壓管道及容器的制造,這是其它工藝方法所不及的。
雖然目前纏繞成型工藝是各種復(fù)合材料成型工藝中機(jī)械化、自動(dòng)化程度較高的一種,能制造出性能優(yōu)良的制品,但是它也存在如下局限性:
(1)在濕法纏繞過程中易形成氣泡,造成制品內(nèi)孔隙過多,從而降低層間剪切強(qiáng)度、壓縮強(qiáng)度和抗失穩(wěn)能力。因此,要求在生產(chǎn)過程中盡量采用活性較強(qiáng)的稀釋劑,控制膠液粘度,改善纖維的浸潤性及適當(dāng)增大纖維張力等措施,以便減少氣泡和孔隙率。
(2)纏繞復(fù)合材料制品的開孔周圍應(yīng)力集中程度高,層間剪切強(qiáng)度低。為了連接配件而開口進(jìn)行的切割、鉆孔或開槽等都會(huì)降低纏繞結(jié)構(gòu)的強(qiáng)度。因此要求結(jié)構(gòu)設(shè)計(jì)合理,制品完全固化后盡量避免切割、鉆孔等破壞性的加工。對(duì)于確需開孔、開槽的復(fù)合材料制品需要采用局部補(bǔ)強(qiáng)措施。
(3)對(duì)成型制品的形狀有局限性,不太適宜于帶凹曲線表面(雙負(fù)曲率曲線)部件的制造。到目前為止,纏繞制品多為圓柱體、球體及某些正曲率回轉(zhuǎn)體,如管、罐、橢圓運(yùn)輸罐等。對(duì)于非回轉(zhuǎn)體或負(fù)曲率回轉(zhuǎn)體制品的纏繞規(guī)律及纏繞設(shè)備比較復(fù)雜,尚處于研究階段。
2.纏繞成型工藝的分類
纖維纏繞成型工藝按其工藝特點(diǎn),通常分為三種:
(1)干法纏繞成型工藝 將連續(xù)的玻璃纖維粗紗浸漬樹脂后,在一定的溫度下烘干一定時(shí)間,除去溶劑,并使樹脂膠液從A階段轉(zhuǎn)到B階段,然后絡(luò)紗制成紗錠,纏繞時(shí)將預(yù)浸紗帶按給定的纏繞規(guī)律直接排布于芯模上的成型方法,稱為干法纏繞成型工藝。
采用該法制成的制品質(zhì)量比較穩(wěn)定,纏繞速度可以提高(可達(dá)100~200m/min),工藝過程易控制,設(shè)備比較清潔,可以改善勞動(dòng)衛(wèi)生條件。這種工藝方法容易實(shí)現(xiàn)機(jī)械化、自動(dòng)化。該工藝要求所使用的固化劑在紗帶烘干時(shí)不應(yīng)升華或揮發(fā),特別是采用酸酐及DDS類等高溫固化的樹脂基體系統(tǒng),常常易出現(xiàn)制品內(nèi)層貧膠、外層富膠,有的表面有較多甚至較大的氣泡,表面不光滑。并且由于紗片纏繞時(shí)每束已浸漬樹脂膠的纖維束被張緊得猶如一條連續(xù)勻稱的薄片需要預(yù)浸、烘干和絡(luò)紗,因此,纏繞設(shè)備復(fù)雜,投資較大。
(2)濕法纏繞成型工藝 將連續(xù)玻璃纖維粗紗或玻璃布帶浸漬樹脂膠后,直接纏繞到芯模或內(nèi)襯上而成型增強(qiáng)塑料制品,然后再經(jīng)固化的成型方法稱為濕法纏繞成型工藝。
濕法纏繞工藝設(shè)備比較簡單,對(duì)原材料要求不嚴(yán),便于可選用不同材料,因紗帶浸膠后馬上纏繞,對(duì)紗帶的質(zhì)量不易控制和檢驗(yàn),同時(shí)膠液中尚存大量的溶劑,固化時(shí)易產(chǎn)生氣泡,纏繞過程中纖維的張力也不易控制。纏繞過程中的每個(gè)環(huán)節(jié),如:浸膠輥、張力控制器、導(dǎo)絲頭等,經(jīng)常需要人進(jìn)行維護(hù),不斷涮洗,使之保持良好的工作狀態(tài)。萬一某一環(huán)節(jié)發(fā)生纖維纏結(jié),勢(shì)必影響整個(gè)纏繞工藝及產(chǎn)品質(zhì)量,有時(shí)會(huì)造成浪費(fèi)。
(3)半干法纏繞成型工藝 這種工藝與濕法相比增加了烘干工序,與干法相比,縮短了烘干時(shí)間,降低了膠紗烘干程度,可在室溫下進(jìn)行纏繞。這種成型工藝既除去了溶劑、提高了纏繞速度,又減少了設(shè)備,提高了制品質(zhì)量。
二、纏繞成型工藝的現(xiàn)狀與發(fā)展
目前,纏繞制品在軍、民兩方面都有應(yīng)用。軍用產(chǎn)品的特點(diǎn)是高性能及精確的纏繞結(jié)構(gòu)。民用主要產(chǎn)品有貯罐、管材和壓力容器,尤其是現(xiàn)場(chǎng)纏繞技術(shù)的運(yùn)用,解決了從前對(duì)纖維纏繞大型貯罐尺寸受限制的問題,大大拓寬了纏繞制品的使用范圍,而夾砂纖維纏繞管線的投產(chǎn)則開辟了玻璃鋼管在供水系統(tǒng)中的應(yīng)用。
纖維纏繞可通過增強(qiáng)材料、基材及工藝結(jié)構(gòu)的優(yōu)選使制品性能達(dá)到最佳,是較為先進(jìn)的玻璃鋼成型工藝,但其目前仍有許多問題有待進(jìn)一步研究和解決:
(1)在結(jié)構(gòu)設(shè)計(jì)方面,纏繞工藝和結(jié)構(gòu)設(shè)計(jì)的結(jié)合仍不夠緊密,應(yīng)進(jìn)一步加強(qiáng),通過結(jié)構(gòu)設(shè)計(jì)所確定的合理的產(chǎn)品結(jié)構(gòu)形式和設(shè)計(jì)參數(shù)來最后確定合理的工藝制度,以提高產(chǎn)品質(zhì)量、生產(chǎn)效率和技術(shù)經(jīng)濟(jì)指標(biāo)。
(2)在原材料方面,對(duì)材料性能的研究仍有待深入,如增強(qiáng)材料的強(qiáng)度,樹脂的延伸率、耐高溫、耐腐蝕性能及工藝性等。
(3)對(duì)自動(dòng)化纏繞設(shè)備的研制還有待提高,以確保生產(chǎn)工藝過程的最大穩(wěn)定性及制品的可靠性和耐久性,提高勞動(dòng)生產(chǎn)率。
(4)由于原材料和工藝過程的變化對(duì)產(chǎn)品性能影響很大,因此還要對(duì)從原材料到產(chǎn)品的整個(gè)工藝中的各個(gè)環(huán)節(jié)進(jìn)行檢驗(yàn)和管理,建立健全和嚴(yán)格的質(zhì)量檢驗(yàn)和管理制度。
第二節(jié) 纏繞成型工藝原理
對(duì)纏繞成型工藝原理的分析,主要是研究纏繞規(guī)律,即導(dǎo)絲頭與芯模之間相對(duì)運(yùn)動(dòng)的規(guī)律,以滿足纖維均勻、穩(wěn)定和規(guī)律地纏繞到芯模上。通過對(duì)纏繞規(guī)律的研究,可以找出制品的結(jié)構(gòu)尺寸與線型以及導(dǎo)絲頭與芯模相對(duì)運(yùn)動(dòng)之間的定量關(guān)系,從而確定具體產(chǎn)品的最佳纏繞工藝制度。
一、纏繞規(guī)律分類
無論何種形式的纏繞,都?xì)w結(jié)到三類中:環(huán)向纏繞、平面纏繞和螺旋纏繞。
(1)環(huán)向纏繞。環(huán)向纏繞是沿容器圓周方向進(jìn)行的纏繞。纏繞時(shí)芯模繞自己軸線作勻速運(yùn)動(dòng),導(dǎo)絲頭在平行于芯模軸線方向的筒身區(qū)間運(yùn)動(dòng)。芯模每轉(zhuǎn)一周,導(dǎo)絲頭移動(dòng)距離為一個(gè)紗片寬。如此循環(huán)下去,直至紗片均勻布滿芯模圓筒段表面為止,如下圖所示:
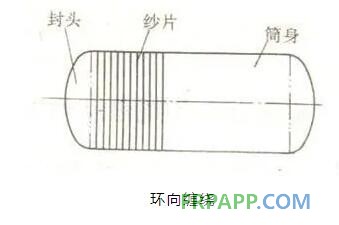
環(huán)向纏繞的特點(diǎn)是纏繞只能在筒身段進(jìn)行,不能纏到封頭上去。鄰近紗片間相接而不重疊,纖維的纏繞角通常在85°~90°之間。為使紗片能一片挨一片地布滿芯模表面,就必須保證芯模與導(dǎo)絲頭的平移,保證兩個(gè)運(yùn)動(dòng)的相互協(xié)調(diào)。
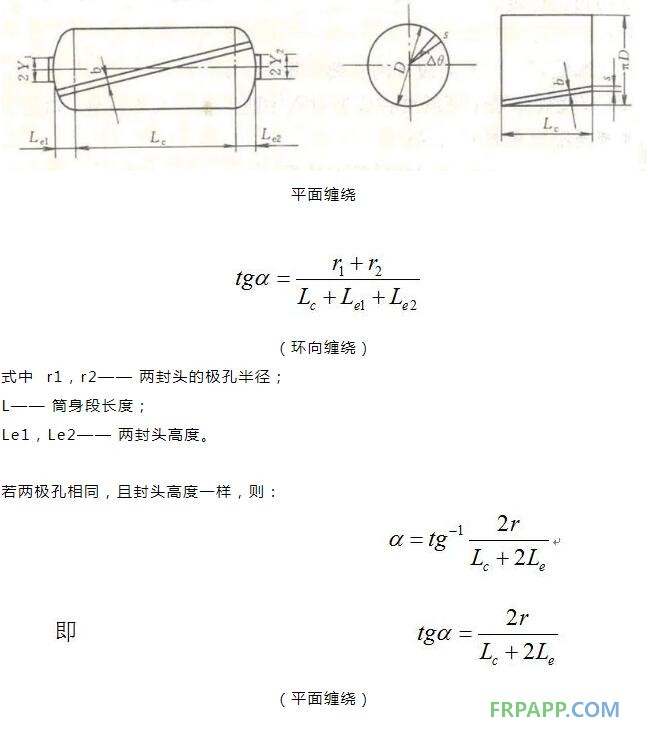
(2)平面纏繞。平面纏繞時(shí),導(dǎo)絲頭在固定平面內(nèi)作勻速圓周運(yùn)動(dòng),芯模繞自己軸線慢速旋轉(zhuǎn)。導(dǎo)絲頭每轉(zhuǎn)一周,芯模轉(zhuǎn)過一個(gè)微小角度,反映到芯模表面上是一個(gè)紗片寬度。紗片與芯模縱軸成0°~25°的交角,并與兩端極孔相切,依次連續(xù)纏繞到芯模上去。紗片排布彼此不發(fā)生纖維交叉,纖維纏繞軌跡是一條單圓平面封閉曲線。
平面纏繞的速比是指單位時(shí)間內(nèi)芯模轉(zhuǎn)數(shù)與導(dǎo)絲頭旋轉(zhuǎn)的轉(zhuǎn)數(shù)比,紗片與縱軸的交角稱為纏繞角(α),如下圖所示:
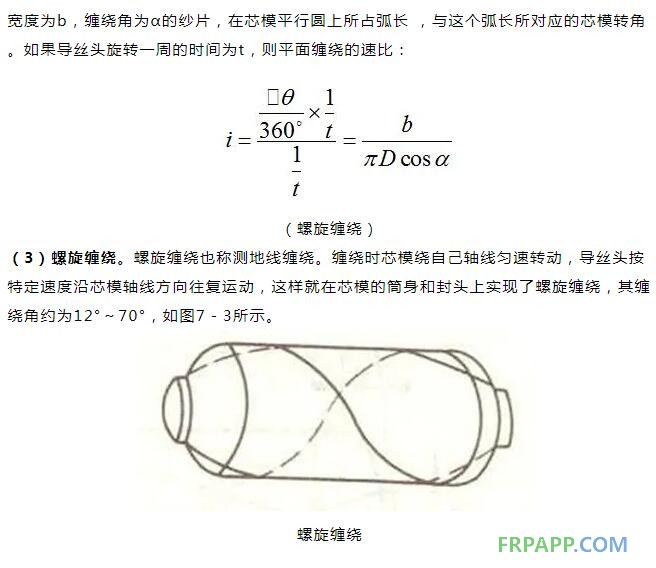
在螺旋纏繞中,纖維纏繞不僅在筒身段進(jìn)行,而且在封頭上也進(jìn)行。其纏繞過程為:纖維從容器一端的極孔圓周上某一點(diǎn)出發(fā),沿著封頭曲面上與極孔圓相切的曲線繞過封頭,并按螺旋線軌跡繞過圓筒段,進(jìn)入另一端封頭,然后再返回到圓筒段,最后繞回到開始纏繞的封頭,如此循環(huán)下去,直至芯模表面均勻布滿纖維為止。由此可見,螺旋纏繞的軌跡是由圓筒段的螺旋線和封頭上與極孔相切的空間曲線所組成,即在纏繞過程中,紗片若以右旋螺紋纏到芯模上,返回時(shí),則以左旋螺紋纏到芯模上。
螺旋纏繞的特點(diǎn)是每束纖維都對(duì)應(yīng)極孔圓周上的一個(gè)切點(diǎn);相同方向鄰近紗片之間相接而不相交,不同方向的纖維則相交。這樣,當(dāng)纖維均勻纏滿芯模表面時(shí),就構(gòu)成了雙層纖維層。
二、螺旋纏繞規(guī)律分析
目前,對(duì)于纏繞規(guī)律的研究主要采用兩種分析方法:標(biāo)準(zhǔn)線法和切點(diǎn)法。標(biāo)準(zhǔn)線法的基本點(diǎn)就是通過容器表面的某一特征線——“標(biāo)準(zhǔn)線”來研究制品的結(jié)構(gòu)尺寸與導(dǎo)絲頭、芯模相對(duì)運(yùn)動(dòng)規(guī)律。這種方法直觀性強(qiáng)易學(xué)懂,但分析演算過程較為復(fù)雜,精確性也不太高。切點(diǎn)法是研究纏繞線型在極孔上對(duì)應(yīng)切點(diǎn)的分布規(guī)律研究纖維纏繞芯模轉(zhuǎn)角與線型、速比之間的關(guān)系。該方法的理論性較強(qiáng)數(shù)學(xué)推導(dǎo)比較嚴(yán)密。這兩種分析方法的出發(fā)點(diǎn)雖不相同,但并無本質(zhì)區(qū)別,下面就用這兩種方法分析螺旋纏繞規(guī)律。
1. 名詞解釋
(1)標(biāo)準(zhǔn)線。螺旋纏繞時(shí)芯模繞其軸線轉(zhuǎn)動(dòng),導(dǎo)絲頭平行芯模的軸線作往復(fù)運(yùn)動(dòng),由導(dǎo)絲頭引出的纖維從芯模上某點(diǎn)開始,經(jīng)過幾次往復(fù)運(yùn)動(dòng)后,纖維又繞回到原始點(diǎn),這樣在芯模上完成了第一次鋪紗,稱為標(biāo)準(zhǔn)線。
標(biāo)準(zhǔn)線的排列形式不同,其線型不同,纏繞規(guī)律也不同,因此,標(biāo)準(zhǔn)線是反映纏繞規(guī)律的基本線型。下圖為n=4,k=1時(shí)螺旋纏繞標(biāo)準(zhǔn)線展開圖。
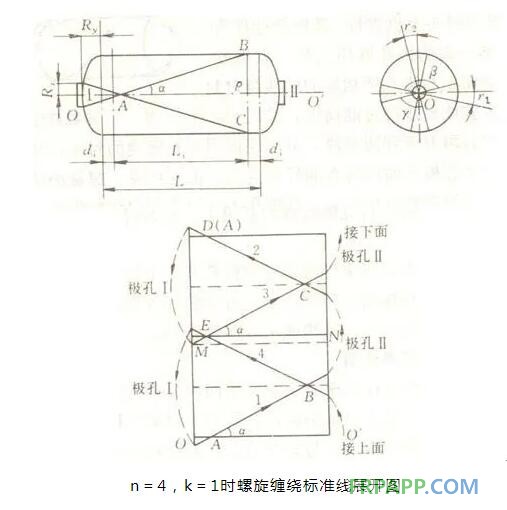
由圖可知,纖維從A點(diǎn)開始纏繞,其走向是A→B→極孔Ⅱ→C→D(與A重合)→極孔Ⅰ→E→C→極孔Ⅱ→B→E→極孔Ⅱ→回到起始點(diǎn)A,這條布線我們叫做標(biāo)準(zhǔn)線。螺旋纏繞始終是沿某一標(biāo)準(zhǔn)線進(jìn)行,區(qū)別僅在于每纏繞完一個(gè)標(biāo)準(zhǔn)線后,纖維應(yīng)錯(cuò)過一個(gè)紗片寬度,按此進(jìn)行下去,直至芯模表面布滿纖維為止,此時(shí),稱為一個(gè)交叉纏繞循環(huán),而顯示在芯模上,則是兩層交叉纖維。
(2)交叉點(diǎn)。在標(biāo)準(zhǔn)線上互不平行的纏繞纖維的交點(diǎn)稱為交叉點(diǎn)。同一結(jié)構(gòu)尺寸的容器,采用不同纏繞規(guī)律時(shí),其交叉點(diǎn)數(shù)目和位置也不相同。圖中A、B、C、D、(A)、E各點(diǎn)即為交叉點(diǎn)。
(3)交帶。螺旋纏繞走過一個(gè)循環(huán),由交叉點(diǎn)組成的跡線叫做交帶。見圖中A、E、D及B、C的連線即為交帶。它是一條垂直于軸線的截圓線。而在筒身兩端,距筒身與封頭交線某距離處,各存在一條重合于交帶的截面圓線,我們稱這個(gè)截面圓線為基準(zhǔn)線。
(4)常用符號(hào)
Lc——容器內(nèi)襯的筒身長度;
D——內(nèi)襯直徑;
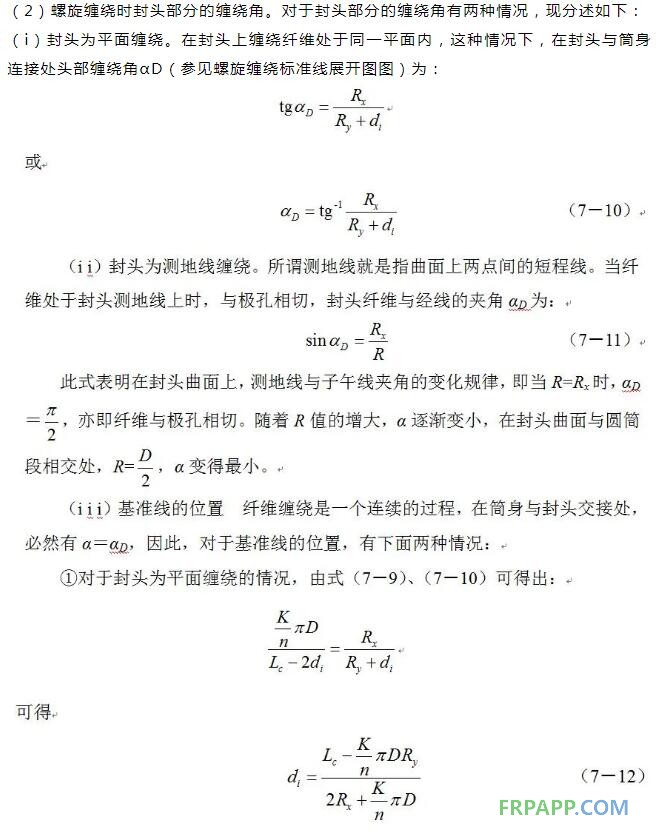
Rx——封頭處極孔半徑(封頭曲線對(duì)x軸坐標(biāo)值);
Ry——對(duì)應(yīng)于值Rx值的y軸坐標(biāo)值;
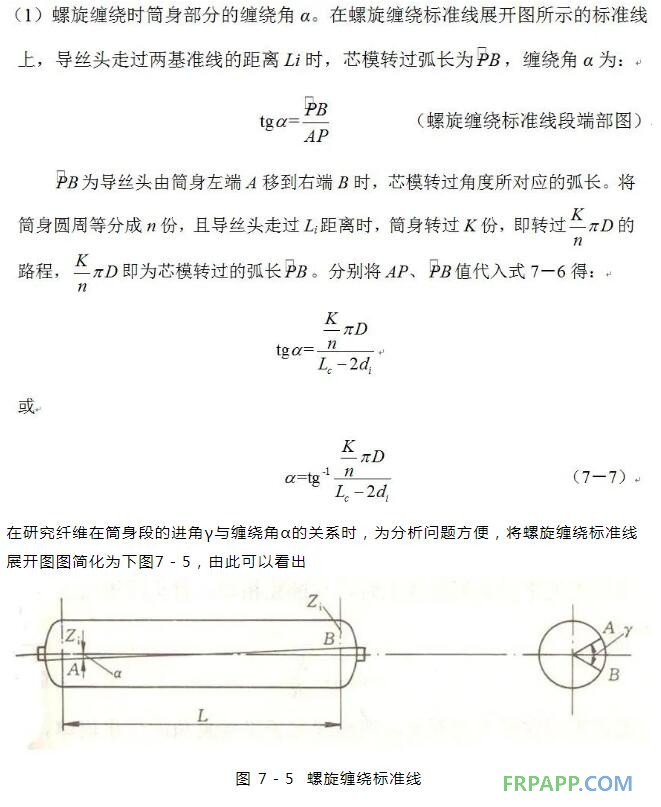
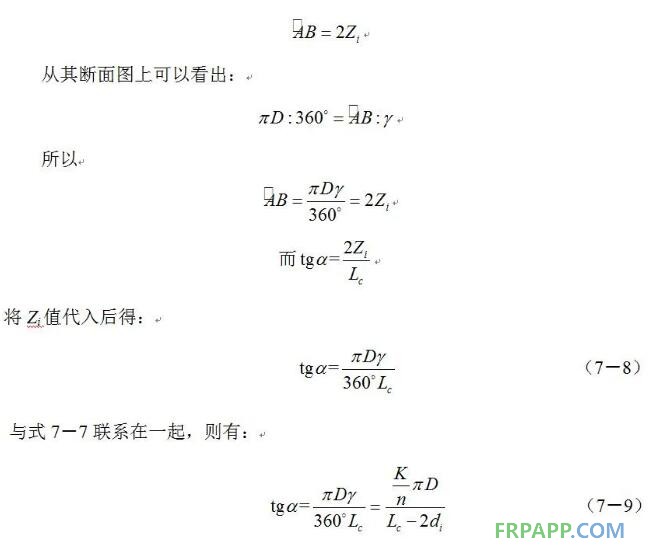
α——纏繞角,它表示纖維在芯模上的走向與芯軸軸線的夾角;
β——標(biāo)準(zhǔn)線在封頭部的包角。它表示纖維自進(jìn)入封頭到繞出封頭時(shí),芯模所轉(zhuǎn)過的角度;
γ——標(biāo)準(zhǔn)線在筒身段的進(jìn)角。它纖維自筒身一端繞至另一端時(shí),芯模轉(zhuǎn)過的角度;
n——人為把圓筒體圓周等分?jǐn)?shù)目;
Li——筒身兩端基準(zhǔn)線間的距離;
di——基準(zhǔn)線至筒身和封頭交界線間的距離;
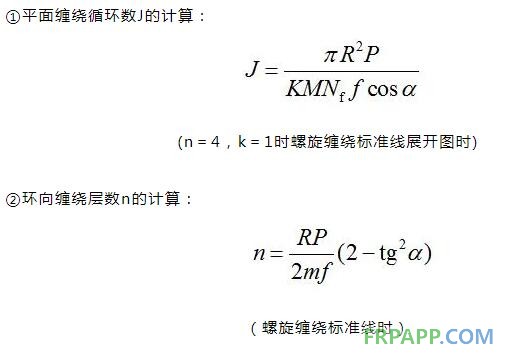
J——平面纏繞循環(huán)數(shù);
K——縱向纖維利用系數(shù)(K=0.7~0.8);
f——每束纖維的平均強(qiáng)度,79.8N/束;
Nθ,Nf——環(huán)向和平面纏繞紗片的纖維束數(shù)(束/條);
m,M——環(huán)向纏繞時(shí)紗片密度,條/cm;
P——容器內(nèi)部壓力,710-1MPa;
R——容器半徑。
計(jì)算公式:
2. 用標(biāo)準(zhǔn)線法分析螺旋纏繞規(guī)律
任何線型的纏繞工藝,都要求芯模與導(dǎo)絲頭作不同規(guī)律的相對(duì)運(yùn)動(dòng),所以對(duì)纏繞規(guī)律的分析,就是要找出產(chǎn)品結(jié)構(gòu)尺寸與纏繞參數(shù),比如纏繞角、速比等之間的函數(shù)關(guān)系。下面以受內(nèi)壓圓筒形容器為例進(jìn)行分析。
這些參數(shù),同時(shí)還與容器尺寸、纏繞角α及基準(zhǔn)線至筒身和封頭交界線間的距離di有直接關(guān)系,只有全面考慮研究,才能選到恰當(dāng)?shù)膎、K值,才能使選定的纏繞規(guī)律與容器相適應(yīng),避免纏繞過程中纖維打滑、偏斜等異常情形的發(fā)生。
3. 用切點(diǎn)法分析螺旋纏繞規(guī)律
前面我們已經(jīng)介紹,螺旋纏繞是一種連續(xù)的纖維纏繞過程,纏繞纖維的軌跡是由筒身部分的螺旋線和封頭部分與極孔相切的空間曲線組成。
螺旋纏繞的線型與切點(diǎn)的位置和數(shù)量有關(guān),也就是說,與纖維在封頭極孔圓周上切點(diǎn)位置有關(guān)。因此,對(duì)于纖維在芯模表面上分別規(guī)律的研究,可以通過研究切點(diǎn)在極孔圓周上的分布及分布規(guī)律解決。這就是用切點(diǎn)法描述螺旋纏繞規(guī)律的基本思想。
A. 線型
所謂線型,就是連續(xù)纖維纏繞在芯模表面上的排布型式。用切點(diǎn)法描述螺旋纏繞的線型時(shí),主要是使線型與切點(diǎn)數(shù)和分布規(guī)律聯(lián)系起來進(jìn)行研究。
(1)纖維在芯模表面均勻布滿的條件
(ⅰ)一個(gè)完整循環(huán)的概念。在芯模上聯(lián)系纏繞的纖維,由導(dǎo)絲頭引入從芯模上某點(diǎn)開始,導(dǎo)絲頭經(jīng)過若干次往返運(yùn)動(dòng)后,又纏回到原來的起始點(diǎn)上,這樣的一次布線稱為標(biāo)準(zhǔn)線。完成一個(gè)標(biāo)準(zhǔn)線纏繞或者說完成與初始切點(diǎn)重合的纏繞,稱為一個(gè)完整循環(huán)。由此可以看出,要使纖維均勻纏滿芯模表面,則需要若干條由連續(xù)纏繞纖維形成的標(biāo)準(zhǔn)線。換以言之,需要進(jìn)行若干個(gè)完整循環(huán)纏繞才能實(shí)現(xiàn)。標(biāo)準(zhǔn)線的排布型式,即纏繞花紋特征包括切點(diǎn)、交叉點(diǎn)、交帶及其分布規(guī)律。它反映了全部纏繞的花紋特征。因此,標(biāo)準(zhǔn)線是反映纏繞規(guī)律的基本線型。
(ⅱ)一個(gè)完整循環(huán)纏繞的切點(diǎn)數(shù)及分布規(guī)律
a.切點(diǎn)的時(shí)序相鄰和位置相鄰的概念。時(shí)序相鄰:在極孔圓周上按時(shí)間順序相繼出現(xiàn)的兩個(gè)切點(diǎn)。它們的相互位置只有兩種情況。一是兩切點(diǎn)之間密排而不再加入其他切點(diǎn),稱這兩個(gè)切點(diǎn)為位置相鄰;二是兩切點(diǎn)之間還要加入其他切點(diǎn),稱這兩切點(diǎn)位置不相鄰。但它們均表明的是切點(diǎn)位置及其出現(xiàn)的順序。
b.單切點(diǎn)與多切點(diǎn)。完成一個(gè)完整循環(huán)纏繞有兩種情況:第一種情況與起始切點(diǎn)位置相鄰的切點(diǎn),時(shí)序上亦相鄰,因此,在出現(xiàn)與起始切點(diǎn)位置相鄰的切點(diǎn)之前,極孔圓周上只有一個(gè)切點(diǎn),所以稱為單切點(diǎn)。第二種情況,與起始切點(diǎn)位置相鄰的點(diǎn)在時(shí)序上不相鄰。也就是說,在出現(xiàn)與起始點(diǎn)位置相鄰的切點(diǎn)以前,極孔圓周上已有兩個(gè)以上切點(diǎn),這種情況稱之為多切點(diǎn)(切點(diǎn)數(shù)n=2、3、4……)。
由于芯模勻速轉(zhuǎn)動(dòng),導(dǎo)絲頭么每次往返時(shí)間又相同,所以在極孔圓周上的幾個(gè)切點(diǎn)等分圓周。單切點(diǎn)與兩切點(diǎn)的排布順序如圖7-7。
由此可以看出,不同的線型其切點(diǎn)數(shù)及各切點(diǎn)的排列順序不同。
(ⅲ)纖維在芯模表面均勻布滿的條件。由于芯模上的每一束紗片,都對(duì)應(yīng)極孔圓周上的一個(gè)切點(diǎn)。因此,只要滿足了下列條件,就可實(shí)現(xiàn)在經(jīng)過若干完整循環(huán)纏繞后,紗片能一片換一片地均勻布滿整個(gè)芯模表面。
①完成一個(gè)完整循環(huán)地諸切點(diǎn)等分芯模轉(zhuǎn)過的角度,即諸切點(diǎn)均布在極孔圓周上。
②相鄰的兩切點(diǎn)所對(duì)應(yīng)的紗片在筒身段錯(cuò)開的距離等于一個(gè)紗片寬度,顯然,由于條件①,其他陸續(xù)纏繞經(jīng)過對(duì)應(yīng)切點(diǎn)的紗片,在筒身上錯(cuò)開的距離也等于一個(gè)紗片寬度。
于是,對(duì)于纖維纏繞均勻布滿芯模表面的排布規(guī)律,就可以通過對(duì)一個(gè)完整循環(huán)纏繞纖維排布規(guī)律的研究來解決。而完成一個(gè)完整循環(huán)纏繞規(guī)律的線型,又可以通過諸切點(diǎn)在極孔圓周上的分布規(guī)律來分析。
下面我們找出能夠滿足以上這兩個(gè)條件的芯模與導(dǎo)絲頭的運(yùn)動(dòng)關(guān)系。
(2)纖維纏繞芯模轉(zhuǎn)角即纏繞中心角與線型的關(guān)系。一個(gè)完整循環(huán)纏繞,即出現(xiàn)與起始切點(diǎn)位置相鄰的切點(diǎn)時(shí),芯模轉(zhuǎn)角用θ表示。
導(dǎo)絲頭往返一次,即出現(xiàn)起始切點(diǎn)時(shí)序相鄰的切點(diǎn)時(shí)芯模轉(zhuǎn)角用θn表示。
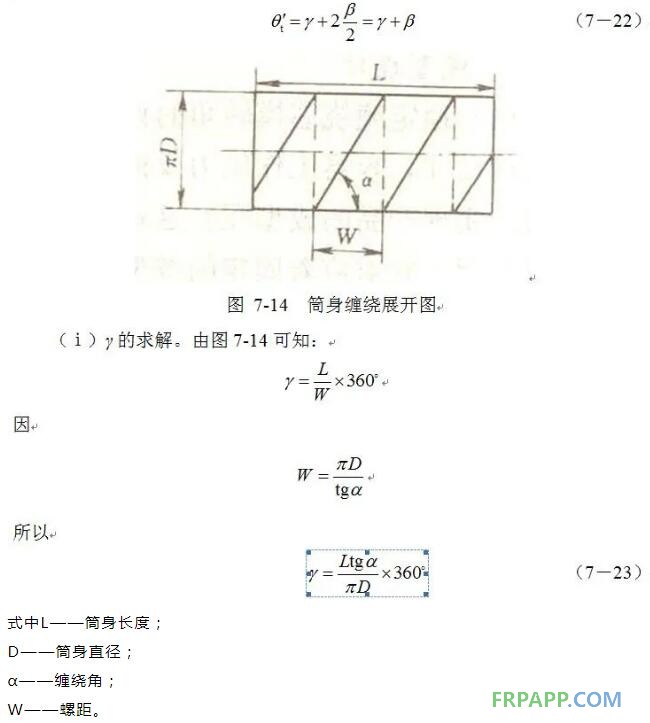
導(dǎo)絲頭走一個(gè)單線程,即單程線纏繞,芯模轉(zhuǎn)角用θt表示。則
(ⅱ)二切點(diǎn)線型。二切點(diǎn)線型也屬于多切點(diǎn)線型,所謂多切點(diǎn)線型是指與起始切點(diǎn)相鄰的切點(diǎn)在時(shí)序上并不相鄰,即對(duì)應(yīng)起始切點(diǎn)出現(xiàn)第一個(gè)位置相鄰的切點(diǎn)時(shí),封頭極孔上已有幾個(gè)切點(diǎn)——初始切點(diǎn)。這種纏繞規(guī)律統(tǒng)稱為多切點(diǎn)線型。根據(jù)初始條件的不同,多切點(diǎn)線型又分為二切點(diǎn)、三切點(diǎn)……n切點(diǎn)線型。對(duì)于二切點(diǎn)線型來說它是指與起始切點(diǎn)位置相鄰的切點(diǎn)在時(shí)序上與起始切點(diǎn)位置相鄰的切點(diǎn)在時(shí)序上與起始切點(diǎn)間隔一個(gè)切點(diǎn),即構(gòu)成兩切點(diǎn)線型。二切點(diǎn)線型圖如圖7-10。
(ⅱ)二切點(diǎn)線型。二切點(diǎn)線型也屬于多切點(diǎn)線型,所謂多切點(diǎn)線型是指與起始切點(diǎn)相鄰的切點(diǎn)在時(shí)序上并不相鄰,即對(duì)應(yīng)起始切點(diǎn)出現(xiàn)第一個(gè)位置相鄰的切點(diǎn)時(shí),封頭極孔上已有幾個(gè)切點(diǎn)——初始切點(diǎn)。這種纏繞規(guī)律統(tǒng)稱為多切點(diǎn)線型。根據(jù)初始條件的不同,多切點(diǎn)線型又分為二切點(diǎn)、三切點(diǎn)……n切點(diǎn)線型。對(duì)于二切點(diǎn)線型來說它是指與起始切點(diǎn)位置相鄰的切點(diǎn)在時(shí)序上與起始切點(diǎn)位置相鄰的切點(diǎn)在時(shí)序上與起始切點(diǎn)間隔一個(gè)切點(diǎn),即構(gòu)成兩切點(diǎn)線型。二切點(diǎn)線型圖如圖7-10。
因?yàn)樵趦汕悬c(diǎn)的線型中,從起始切點(diǎn)1開始纏繞,芯模轉(zhuǎn)過360°/2時(shí),纖維纏繞到切點(diǎn)2的位置,芯模再轉(zhuǎn)過360°/2時(shí),纖維才纏到與切點(diǎn)1位置相鄰的切點(diǎn)3,并錯(cuò)過了一個(gè)微量Δθ,所以Δθ是轉(zhuǎn)過了兩個(gè)360°/2后錯(cuò)過的,因此每轉(zhuǎn)過一個(gè)360°/2時(shí)就錯(cuò)過了Δθ/2。
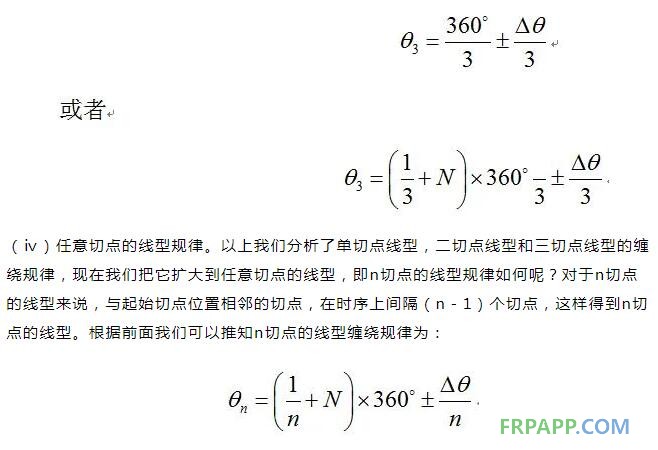
(ⅲ)三切點(diǎn)線型。所謂三切點(diǎn)線型是指起始切點(diǎn)位置相鄰的切點(diǎn),在時(shí)序上與起始切點(diǎn)間隔兩個(gè)切點(diǎn)、構(gòu)成了三切點(diǎn)線型。三切點(diǎn)線型如圖7-11所示。
從圖中可以看出,與起始切點(diǎn)1位置相鄰的切點(diǎn)4,在時(shí)序上和切點(diǎn)1間隔兩個(gè)切點(diǎn)——即切點(diǎn)2和切點(diǎn)3;同樣道理,與切點(diǎn)2位置相鄰的切點(diǎn)5在時(shí)序上與切點(diǎn)2間隔兩個(gè)切點(diǎn)——切點(diǎn)3和切點(diǎn)4;與切點(diǎn)3位置相鄰的切點(diǎn)6,在時(shí)序上與切點(diǎn)3間隔兩個(gè)切點(diǎn)——切點(diǎn)4和切點(diǎn)5。所以三切點(diǎn)的線型在極孔圓周被3個(gè)初始切點(diǎn)等分。因此,纖維由起始切點(diǎn)纏到時(shí)序相鄰的切點(diǎn)2時(shí),芯模至少要轉(zhuǎn)過360°/3,或者再加上360°的整數(shù)倍N,考慮到纖維的錯(cuò)位還應(yīng)引入微量Δθ1,所以三切點(diǎn)線型的纏繞規(guī)律為:
從圖中可以看出,與起始切點(diǎn)1位置相鄰的切點(diǎn)4,在時(shí)序上和切點(diǎn)1間隔兩個(gè)切點(diǎn)——即切點(diǎn)2和切點(diǎn)3;同樣道理,與切點(diǎn)2位置相鄰的切點(diǎn)5在時(shí)序上與切點(diǎn)2間隔兩個(gè)切點(diǎn)——切點(diǎn)3和切點(diǎn)4;與切點(diǎn)3位置相鄰的切點(diǎn)6,在時(shí)序上與切點(diǎn)3間隔兩個(gè)切點(diǎn)——切點(diǎn)4和切點(diǎn)5。所以三切點(diǎn)的線型在極孔圓周被3個(gè)初始切點(diǎn)等分。因此,纖維由起始切點(diǎn)纏到時(shí)序相鄰的切點(diǎn)2時(shí),芯模至少要轉(zhuǎn)過360°/3,或者再加上360°的整數(shù)倍N,考慮到纖維的錯(cuò)位還應(yīng)引入微量Δθ1,所以三切點(diǎn)線型的纏繞規(guī)律為:
式中θn表示在極孔圓周上由切點(diǎn)n開始,纏繞到時(shí)序相鄰的切點(diǎn)(n+1)時(shí),芯模轉(zhuǎn)過的中心角。
纏繞用導(dǎo)絲頭每經(jīng)過極孔一次,纖維在極孔上有一個(gè)切點(diǎn),所用θn也表示,導(dǎo)絲頭每往返一次,芯模轉(zhuǎn)過的中心角。因此,上式是用“切點(diǎn)法”分析纏繞規(guī)律的基本數(shù)學(xué)表達(dá)式。但此方法也有不妥善之處。在前面的討論中,我們實(shí)際上假定初始切點(diǎn)出現(xiàn)的順序?yàn)橐来纬霈F(xiàn),對(duì)它們的排列順序沒有分析。在實(shí)際纏繞工藝中,除了單切點(diǎn)線型和雙切點(diǎn)線型不存在初始切點(diǎn)排列外,三切點(diǎn)以上的線型還存在一個(gè)初始切點(diǎn)的排列順序問題。
公式中n表示線型的切點(diǎn)數(shù),即極孔圓周上出現(xiàn)第一個(gè)與起始位置相鄰的切點(diǎn)前,所有時(shí)序相鄰切點(diǎn)數(shù)目。(n為1、2、3……)。N表示由初始切點(diǎn)n纏繞到切點(diǎn)(n+1)時(shí),芯模轉(zhuǎn)過360°的整數(shù)倍,是包括零的正整數(shù),即0、1、2……。
當(dāng)n≥3時(shí),即三切點(diǎn)以上的線型,在與初始切點(diǎn)位置相鄰切點(diǎn)出現(xiàn)之前,在極孔圓周上有3個(gè)以上的初始切點(diǎn),這就存在一個(gè)初始切點(diǎn)先后的排列順序問題。
如前所述,三切點(diǎn)有兩種排列順序,四切點(diǎn)有2種排列順序,而五切點(diǎn)有4種排列順序。因此,三切點(diǎn)線型有:
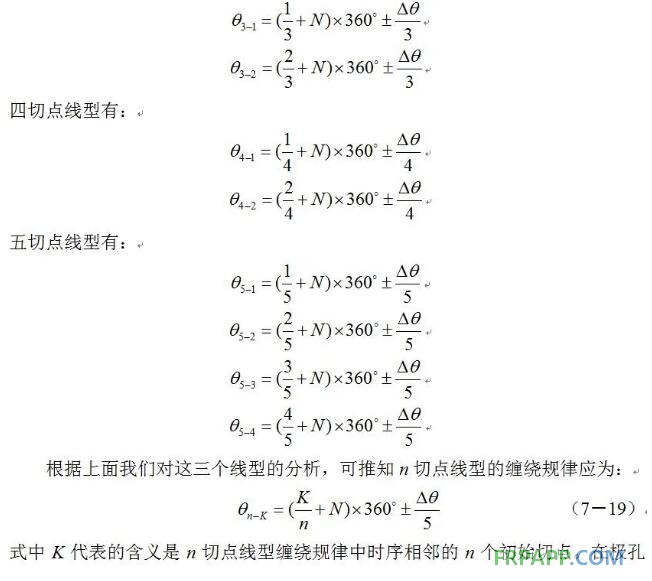
圓周排列順序不同,或者說是導(dǎo)絲頭往返運(yùn)動(dòng)一次時(shí),芯模必須轉(zhuǎn)過的中心角規(guī)律的不同。其中K值為正整數(shù),K=1、2、3……n-1。K值要求應(yīng)使K/n為最簡真分?jǐn)?shù)。
綜上所述,在一個(gè)完整循環(huán)中,切點(diǎn)數(shù)不同,則纖維排布順序和花紋特征(交叉點(diǎn)數(shù)、交帶、節(jié)點(diǎn)數(shù)等)不同,即線型不同,導(dǎo)絲頭往返一次芯模轉(zhuǎn)角不同;如果在一個(gè)完整循環(huán)中,切點(diǎn)數(shù)相同而切點(diǎn)排布順序不同,則纖維排布特征(線型)也不同,導(dǎo)絲頭往返一次的芯模轉(zhuǎn)角也不同。也就是說導(dǎo)絲頭往返一次的芯模轉(zhuǎn)角與纏繞線型有著嚴(yán)格的對(duì)應(yīng)關(guān)系。因此,我們導(dǎo)絲頭往返一次的芯模轉(zhuǎn)角
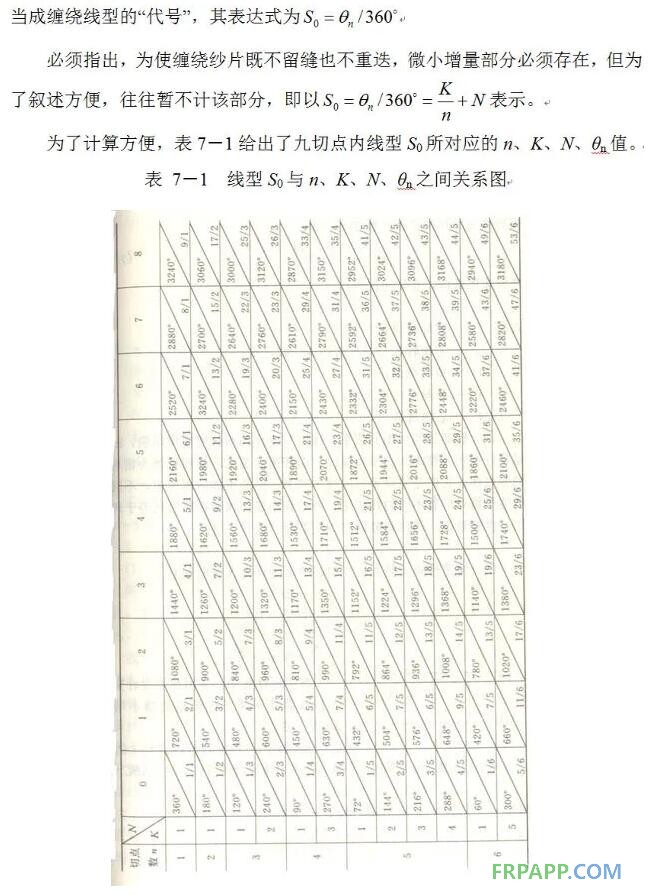
(2)轉(zhuǎn)速比與線型的關(guān)系。線型與速比均屬纏繞規(guī)律問題,線型是指纖維在芯模表面的排布規(guī)律,而轉(zhuǎn)速比是指芯模與導(dǎo)絲頭相對(duì)運(yùn)動(dòng)的規(guī)律。它們是完全不同的兩個(gè)概念。但是正如前面所述,不同的線型嚴(yán)格對(duì)應(yīng)著不同的轉(zhuǎn)速比。所以我們定義線型在數(shù)值上等于轉(zhuǎn)速比,也就是說,速比的數(shù)值作為線型的“代號(hào)”,即:

(2)轉(zhuǎn)速比與線型的關(guān)系。線型與速比均屬纏繞規(guī)律問題,線型是指纖維在芯模表面的排布規(guī)律,而轉(zhuǎn)速比是指芯模與導(dǎo)絲頭相對(duì)運(yùn)動(dòng)的規(guī)律。它們是完全不同的兩個(gè)概念。但是正如前面所述,不同的線型嚴(yán)格對(duì)應(yīng)著不同的轉(zhuǎn)速比。所以我們定義線型在數(shù)值上等于轉(zhuǎn)速比,也就是說,速比的數(shù)值作為線型的“代號(hào)”,即:
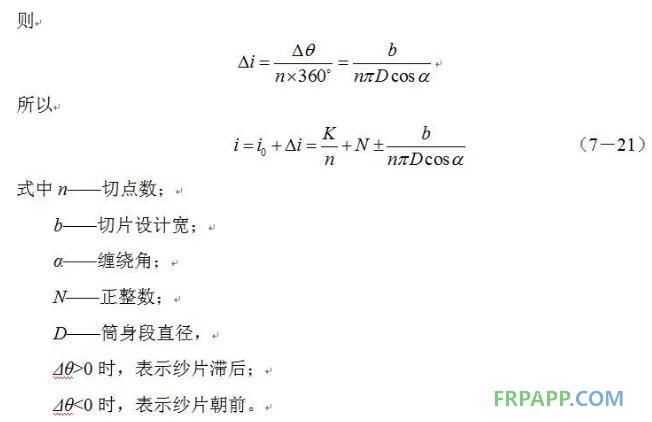
工藝上為避免纖維滑線,通常取負(fù)值。而實(shí)際計(jì)算時(shí),i取至小數(shù)點(diǎn)4~6位。
C.線型設(shè)計(jì)
(1)穩(wěn)定纏繞芯模轉(zhuǎn)角的計(jì)算。對(duì)于一個(gè)具體制件來說,在原始的幾何尺寸,容器工作壓力及極孔等給定的條件下,如何從纏繞工藝出發(fā),實(shí)現(xiàn)產(chǎn)品的成型呢?這就要求纏繞過程中,如何選定芯模的轉(zhuǎn)角θn,因?yàn)樗鼘?duì)應(yīng)著固定的線型和轉(zhuǎn)速比。
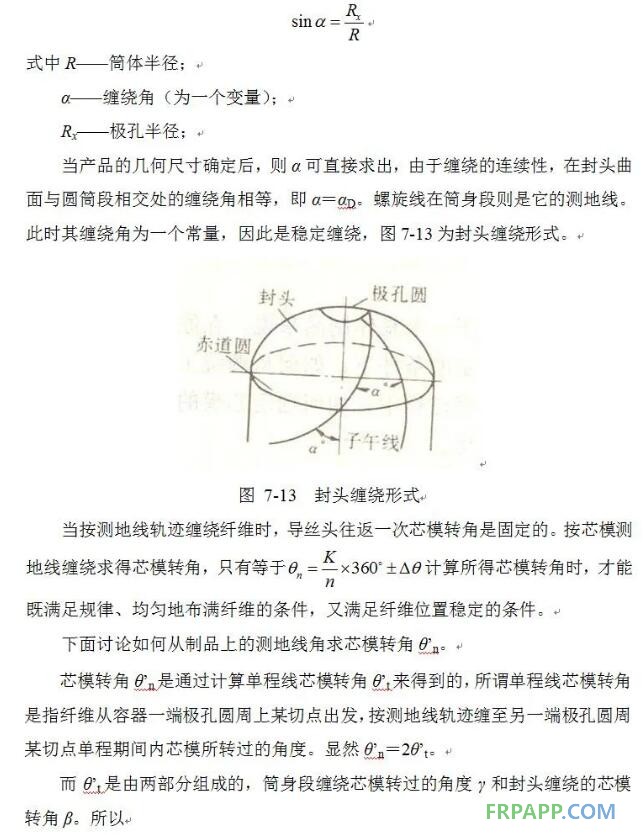
我們已經(jīng)知道,不同的n、N、K對(duì)應(yīng)著不同的θn,也就是說滿足纖維有規(guī)律均勻布滿芯模表面兩條件的芯模轉(zhuǎn)角θn有若干個(gè)。但對(duì)于一個(gè)確定產(chǎn)品,并非所有的θn都合適。如果按表7-1中任選一個(gè)θn,并考慮到速比微調(diào)±Δθn進(jìn)行纏繞,盡管也滿足了均勻布滿的兩個(gè)條件,但未必就能達(dá)到均勻布滿的目的。因?yàn)槔w維在容器表面及封頭曲面上的位置不一定穩(wěn)定,有可能出現(xiàn)纖維滑線的現(xiàn)象。從理論上講,封頭不滑線的必要條件就是使纖維位于封頭曲面上的測(cè)地線上,于是,便產(chǎn)生了纖維纏繞能有規(guī)律地均勻布滿芯模表面的第三個(gè)條件——纖維位置穩(wěn)定的條件,這要求纏繞在芯模表面上的每束纖維都是其相應(yīng)曲面的測(cè)地線。下面,討論有封頭的圓筒形容器的測(cè)地線的確定的問題。
在筒身段任意纏繞角的螺旋線都是測(cè)地線;在封頭處纏繞則要求
(ii)β的求解。對(duì)于封頭曲面測(cè)地線纏繞所對(duì)應(yīng)的芯模轉(zhuǎn)角的計(jì)算比較復(fù)雜。并且目前纏繞軌跡是近似于測(cè)地線的平面曲線。所以我們通常采用平面假設(shè)法對(duì)封頭部分芯模轉(zhuǎn)角進(jìn)行計(jì)算。
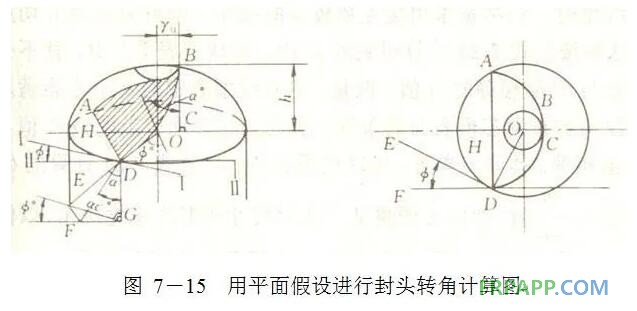
如圖7-15所示,過纖維在赤道圓的兩個(gè)交點(diǎn)(A、D)作一平面與極孔圓相切(切點(diǎn)為β),與封頭曲面相截的交線(平面曲線ABC)即為纖維纏繞軌跡。此平面稱為截平面,與筒體軸線夾角為α0,封頭纏繞芯模的轉(zhuǎn)角為

過D點(diǎn)作平面II平行平面BHC,與截平面的交線為DF。過D點(diǎn)作筒體的切平面I與截平面的交線為DE。平面I與II的交線為DG,過G點(diǎn)作平面與DG垂直,與平面I和II相交的交線分別為EG和FG,與截平面交線為EF。
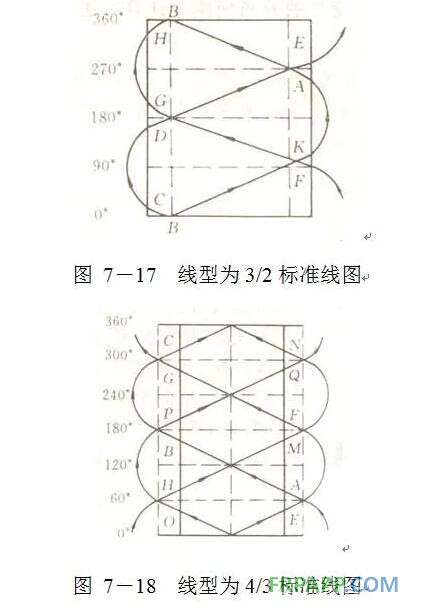
由此可知,纏繞完標(biāo)準(zhǔn)線時(shí),交叉點(diǎn)數(shù)與芯模轉(zhuǎn)數(shù)M有關(guān)。對(duì)于單切點(diǎn)線型,交叉點(diǎn)數(shù)等于芯模轉(zhuǎn)數(shù)減1,即xn-1=M-1。對(duì)于多切點(diǎn)線型,纏繞完標(biāo)準(zhǔn)線,導(dǎo)絲頭要往返多次、這樣相交的次數(shù)就與導(dǎo)絲頭往返次數(shù)(切點(diǎn)數(shù))有關(guān)。例如,線型為3/2時(shí),纏繞完標(biāo)準(zhǔn)線,芯模轉(zhuǎn)3圈,導(dǎo)絲頭往返2次,交叉點(diǎn)共有4個(gè),即交叉點(diǎn)數(shù)等于芯模轉(zhuǎn)數(shù)減1的2倍,即xn-2=2(M-1),如圖7-17所示。當(dāng)線型為4/3時(shí),纏繞完標(biāo)準(zhǔn)線,芯模轉(zhuǎn)4圈,導(dǎo)絲頭往返3次,共有9個(gè)交叉點(diǎn),即交叉點(diǎn)數(shù)等于芯模轉(zhuǎn)數(shù)減1的3倍,即xn-3=3(M-1),如圖7-18所示。其余以此類推,對(duì)于n切點(diǎn)線型,交叉點(diǎn)數(shù)等于芯模轉(zhuǎn)數(shù)減1乘切點(diǎn)數(shù),xn=n(M-1)。
(ii)β的求解。對(duì)于封頭曲面測(cè)地線纏繞所對(duì)應(yīng)的芯模轉(zhuǎn)角的計(jì)算比較復(fù)雜。并且目前纏繞軌跡是近似于測(cè)地線的平面曲線。所以我們通常采用平面假設(shè)法對(duì)封頭部分芯模轉(zhuǎn)角進(jìn)行計(jì)算。
如圖7-15所示,過纖維在赤道圓的兩個(gè)交點(diǎn)(A、D)作一平面與極孔圓相切(切點(diǎn)為β),與封頭曲面相截的交線(平面曲線ABC)即為纖維纏繞軌跡。此平面稱為截平面,與筒體軸線夾角為α0,封頭纏繞芯模的轉(zhuǎn)角為
過D點(diǎn)作平面II平行平面BHC,與截平面的交線為DF。過D點(diǎn)作筒體的切平面I與截平面的交線為DE。平面I與II的交線為DG,過G點(diǎn)作平面與DG垂直,與平面I和II相交的交線分別為EG和FG,與截平面交線為EF。
由此可知,纏繞完標(biāo)準(zhǔn)線時(shí),交叉點(diǎn)數(shù)與芯模轉(zhuǎn)數(shù)M有關(guān)。對(duì)于單切點(diǎn)線型,交叉點(diǎn)數(shù)等于芯模轉(zhuǎn)數(shù)減1,即xn-1=M-1。對(duì)于多切點(diǎn)線型,纏繞完標(biāo)準(zhǔn)線,導(dǎo)絲頭要往返多次、這樣相交的次數(shù)就與導(dǎo)絲頭往返次數(shù)(切點(diǎn)數(shù))有關(guān)。例如,線型為3/2時(shí),纏繞完標(biāo)準(zhǔn)線,芯模轉(zhuǎn)3圈,導(dǎo)絲頭往返2次,交叉點(diǎn)共有4個(gè),即交叉點(diǎn)數(shù)等于芯模轉(zhuǎn)數(shù)減1的2倍,即xn-2=2(M-1),如圖7-17所示。當(dāng)線型為4/3時(shí),纏繞完標(biāo)準(zhǔn)線,芯模轉(zhuǎn)4圈,導(dǎo)絲頭往返3次,共有9個(gè)交叉點(diǎn),即交叉點(diǎn)數(shù)等于芯模轉(zhuǎn)數(shù)減1的3倍,即xn-3=3(M-1),如圖7-18所示。其余以此類推,對(duì)于n切點(diǎn)線型,交叉點(diǎn)數(shù)等于芯模轉(zhuǎn)數(shù)減1乘切點(diǎn)數(shù),xn=n(M-1)。
由于每股纖維都對(duì)應(yīng)極孔圓周上一個(gè)切點(diǎn),所以在交帶截圓上的交叉點(diǎn)數(shù)等于切點(diǎn)數(shù),故交帶數(shù)為yn= M-1。
由此得出結(jié)論,無論什么樣的線型,交帶數(shù)均為線型中分子數(shù)(即纏繞完一個(gè)完整循環(huán)的芯模轉(zhuǎn)數(shù))減1。交叉點(diǎn)數(shù)均為交帶數(shù)與切點(diǎn)數(shù)的乘積。
(ii)交叉點(diǎn)及交帶的分布規(guī)律 從纖維的連續(xù)性可知,每股纖維都對(duì)應(yīng)極孔圓周上的一個(gè)切點(diǎn)。同時(shí)纏繞完標(biāo)準(zhǔn)線的切點(diǎn)等分極孔圓周。所以交帶截圓上的交叉點(diǎn)等分該截面,即在交帶截圓上兩相鄰交叉點(diǎn)間的芯模轉(zhuǎn)角為360°/n。

三、纏繞規(guī)律的設(shè)計(jì)
前面已經(jīng)分別用標(biāo)準(zhǔn)線法、切點(diǎn)法逐一分析了纏繞規(guī)律。下面就實(shí)際生產(chǎn)中,如何選擇、設(shè)計(jì)進(jìn)行討論。
1. 選擇纏繞規(guī)律的要求
(1)纏繞角α要求與測(cè)地線纏繞角相近,為更好的發(fā)揮玻璃纖維的強(qiáng)度,纏繞角α應(yīng)近于55°。
(2)為避免極孔附近纖維的架空,影響頭部強(qiáng)度,所選纏繞規(guī)律在封頭極孔處的相交次數(shù)不宜過多。
(3)頭部包角β,應(yīng)接近于180°為好,一般選用β=160°~180°之間,否則會(huì)使纖維在頭部引起打滑。
2. 選擇纏繞規(guī)律的步驟
(1)一般情況下,把筒身圓周分為4等分,即取n=4,若分別取K=1、2、3、4、5,則纏繞規(guī)律便有5種類型:
n=4,K=1;
n=4,K=2;
n=4,K=3;
n=4,K=4;
n=5,K=1;
3. 確定纏繞規(guī)律及其他
(1)經(jīng)以上計(jì)算,將上述5種線型算出的相應(yīng)纏繞參數(shù)列表。再按照纏繞規(guī)律的3個(gè)選擇原則,結(jié)合實(shí)際工作經(jīng)驗(yàn)進(jìn)行分析比較,經(jīng)篩選后,可以得到一個(gè)比較合理的纏繞規(guī)律,這就是此產(chǎn)品的真正纏繞線型。
(2)根據(jù)求出的速比i值,再考慮纏繞過程中必須的錯(cuò)紗,為纏繞機(jī)的設(shè)計(jì)提供依據(jù)。
4. 舉例
要纏制一內(nèi)壓容器,直徑D=770mm,筒身段長L=2930mm,封頭極孔直徑d=385mm,封頭高h(yuǎn)=285mm,試選定纏繞線型和轉(zhuǎn)速比,并畫出標(biāo)準(zhǔn)線展開圖。設(shè)定紗片寬b=5mm。
設(shè)計(jì)思路如下:
首先計(jì)算出按照測(cè)地線軌跡纏繞纖維,導(dǎo)絲頭往返一次(即出現(xiàn)與起始切點(diǎn)時(shí)序相鄰切點(diǎn))時(shí)的芯模轉(zhuǎn)角θn。按照這個(gè)速比纏繞時(shí),可以保證纏繞到芯模表面的纖維不滑線(穩(wěn)定)。但還沒有滿足有規(guī)律均勻布滿芯模表面的條件,而滿足這個(gè)條件的線型應(yīng)為

按此式計(jì)算得到的線型表中的芯模轉(zhuǎn)角都可滿足均勻布滿的要求。但對(duì)某一具體產(chǎn)品來說,并不是線型表中的全部芯模轉(zhuǎn)角值都能滿足纖維位置穩(wěn)定條件。怎樣解決這個(gè)矛盾呢?首先求出測(cè)地線軌跡的芯模轉(zhuǎn)角,然后再在線型表7-1中找一個(gè)與此值接近的值作為計(jì)算數(shù)據(jù)。然后調(diào)整容器的尺寸。用這個(gè)速比進(jìn)行纏繞,既能滿足均勻布滿的條件,又能滿足纖維位置穩(wěn)定的條件。
那么測(cè)地線纏繞角如何求得呢?我們知道,對(duì)筒身段來說,任何角度的螺旋線都是測(cè)地線,亦即都是穩(wěn)定的(實(shí)際上不必考慮纖維在筒身纏繞的穩(wěn)定問題)。矛盾集中在封頭曲面上,而封頭曲面上的測(cè)地線方程為









 魯ICP備2021047099號(hào)
魯ICP備2021047099號(hào)